
鋼筋連接用灌漿套筒的結構形式
作者:admin來源:本站發布時間:2019-09-26 02:00:47點擊數:26
次
鋼筋連接用灌漿套筒的結構形式
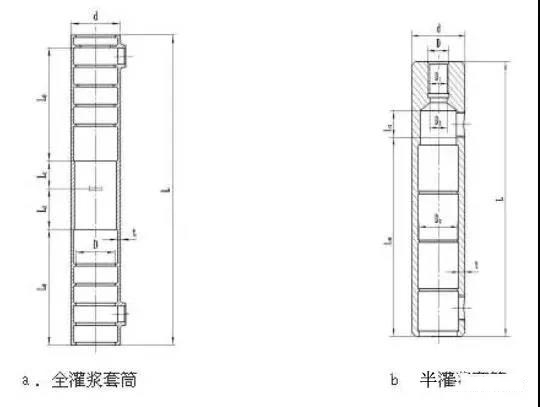
國家行業標準《鋼筋連接用灌漿套筒》JG/T398-2012將灌漿套筒按加工方式分為鑄造灌漿套筒和機械加工灌漿套筒,按結構形式分為全灌漿套筒和半灌漿套筒。L:灌漿套筒總長;L0:錨固長度;L1:預制端預留鋼筋安裝調整長度;L2:現場裝配端預留鋼筋安裝調整長度
T:灌漿套筒壁厚;d:灌漿套筒外徑;D:內螺紋的公稱直徑;D1:螺紋的基本小徑;
D2:半灌漿套筒螺紋端與灌漿端連接處的通孔直徑;D3:灌漿套筒錨固段環形突起部分的內徑
JG/T398的一般規定:
為保證套筒橫截面的承載能力,全灌漿套筒的中部、半灌漿套筒的排漿孔位置計入**負公差后的屈服承載力和抗拉承載力的設計應符合JGJ 107的規定。
為保證套筒內灌漿料對鋼筋的錨固能力,灌漿套筒灌漿連接端鋼筋錨固長度L0不宜小于8倍鋼筋直徑。
為保證鋼筋安裝在套筒內的長度L在其允許偏差范圍內時,套筒內鋼筋長度*短不小于接頭型式檢驗確定的錨固長度,*長不大于套筒灌漿腔**深度,灌漿套筒中間軸向定位點兩側應預留鋼筋安裝調整長度,預制端L1不應小于10mm,現場裝配端L2不應小于20mm。
為保證套筒灌漿腔對灌漿料的錨固能力,腔內設置的剪力槽的數量應符合表2的規定;剪力槽兩側凸臺軸向厚度不應小于2mm。
灌漿套筒單側灌漿腔內剪力槽數量
灌漿套筒采用鑄造工藝制造時宜選用球墨鑄鐵,采用機械加工工藝制造時宜選用優質碳素結構鋼、低合金高強度結構鋼、合金結構鋼或其它經過接頭型式檢驗確定符合要求的鋼材。采用球墨鑄鐵制造的灌漿套筒,材料應符合GB/T 1348的規定,其材料性能尚應符合表3的規定。采用優質碳素結構鋼、低合金高強度結構鋼、合金結構鋼加工的灌漿套筒,其材料的機械性能應符合GB/T 699、GB/T 8162、GB/T 1591和GB/T 3077的規定,同時應符合表3的規定。
灌漿套筒的材料性能要求
《鋼筋連接用灌漿套筒》JG/T398對灌漿套筒的尺寸偏差的主要規定
本文由衡水中景機械設備有限公司編輯發布,轉載請注明此處:灌漿套筒 http://m.eliasgroupinvestments.com/


